不锈钢激光焊影响参数及工艺要求与设备销售
激光焊接作为一种高效、精密的连接技术,在不锈钢加工领域得到了广泛应用。其焊接质量受到多个关键参数的影响,同时需遵循严格的工艺要求。选择合适的激光焊接设备是实现优质焊接的基础。下面将从不锈钢激光焊的影响参数、工艺要求以及设备销售三个方面进行详细说明。
一、不锈钢激光焊影响参数
不锈钢激光焊的质量主要受以下参数影响:
- 激光功率:激光功率直接影响焊缝的熔深和熔宽。功率过高可能导致烧穿或飞溅,功率过低则可能造成未焊透。对于不锈钢材料,通常使用中等功率(如1-5 kW)以实现稳定焊接。
- 焊接速度:焊接速度影响热输入和焊缝成形。速度过快会导致熔深不足,速度过慢则引起过热和变形。在实际应用中,需根据不锈钢厚度和激光功率优化速度,例如在1-3 mm厚的不锈钢上,速度可设置在1-5 m/min。
- 焦点位置:焦点位置决定了能量密度分布,影响焊缝的深度和宽度。焦点应精确调整至工件表面或稍下方,以获得最佳熔深。对于不锈钢,焦点偏移量一般控制在±0.5 mm以内。
- 保护气体:不锈钢激光焊常使用氩气或氮气作为保护气体,以防止氧化和确保焊缝纯净。气体流量需适中,过高会引起湍流,过低则保护不足。流量通常设置为10-20 L/min。
- 材料特性:不锈钢的类型(如304、316)和表面状态(如清洁度)也会影响焊接效果。杂质或油污可能导致气孔或裂纹,因此焊接前需进行彻底清洁。
二、不锈钢激光焊工艺要求
为确保焊接质量,不锈钢激光焊需满足以下工艺要求:
- 接头设计:接头形式(如对接、搭接)应设计合理,间隙控制在0.1 mm以内,以避免未熔合或变形。对于薄板不锈钢,推荐使用激光焊以减少热影响区。
- 预热与后处理:对于厚板不锈钢或高碳含量类型,可能需要预热以减少裂纹风险;焊接后可通过退火处理消除残余应力。
- 过程监控:实时监测焊接过程,如使用视觉系统或传感器,确保参数稳定。任何偏差都需及时调整,以避免缺陷。
- 安全与环保:操作人员需佩戴防护装备,如激光护目镜;焊接区域应通风良好,防止有害烟雾积累。
- 质量控制:焊接后需进行无损检测(如X射线或渗透检测),确保焊缝无裂纹、气孔等缺陷。
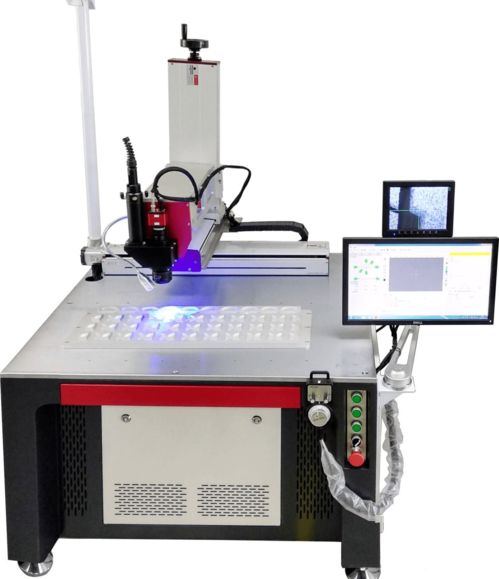
三、设备销售与选择
激光焊接设备的销售涉及多种类型,包括光纤激光器、CO2激光器等。选择设备时需考虑以下因素:
- 功率范围:根据不锈钢厚度和应用需求(如精密焊接或重工业),选择合适功率的设备。例如,薄板焊接可选1-2 kW设备,厚板则需3-6 kW以上。
- 自动化程度:自动化设备(如机器人集成系统)可提高效率和一致性,适合批量生产;手动设备则适用于小批量或研发场景。
- 品牌与服务:选择信誉良好的品牌,确保设备可靠性和售后服务。销售方应提供培训、维护和技术支持。
- 成本效益:综合考虑设备价格、运行成本和维护费用,选择性价比高的方案。例如,光纤激光器通常能效更高,适用于不锈钢的长期加工。
- 应用案例:参考成功案例,如汽车、航空航天或家电行业的不锈钢焊接应用,以验证设备性能。
不锈钢激光焊的成功依赖于优化参数、严格遵守工艺要求以及选用合适的设备。在设备销售过程中,供应商应提供全面的技术指导和售后支持,帮助用户实现高效、高质量的焊接生产。通过合理应用,激光焊接技术可显著提升不锈钢产品的性能和美观度。
如若转载,请注明出处:http://www.tanpai147.com/product/21.html
更新时间:2025-11-29 08:37:43